







影响混合合金焊点工艺可靠性的因素(二)
三、PCB焊盘及元器件引脚焊端涂敷层
1 PCB焊盘涂敷层
PCB焊盘表面涂层对混合合金焊点的影响极大,在前面介绍过的可靠性试验中及国内业界生产实践中也得到了证实。从确保焊点的工艺可靠性并兼顾生产成本等综合考虑,根据批产中各种涂层的实际表现,建议按选用的优先性大致可作如下排序:Im-Sn(热熔)>OSP>ENIG Ni/Au此处应关注PCB焊盘上的纯Sn涂敷层,不适合于再流焊接峰值温度小于232℃的再流焊接,原因是:
(1)Sn生成氧化物的自由能非常低,它表明Sn极易氧化,而且一旦被氧化要将其去除也是很困难的,必须使用活性较强的助焊剂才行。目前Sn37Pb焊膏的活性都较难满足其要求。
(2)纯Sn的熔点为232℃,而Sn37Pb焊膏再流时的峰值温度为205~225℃,温度不匹配。因此,对表面为一层氧化锡层所包裹的固态Sn,活性较弱且熔点低于49℃的Sn37Pb焊膏很难将其润湿。特别是采用“喷Sn”工艺的更甚,因为,喷Sn时的高温导致喷Sn层表面氧化得更厉害,更难焊接。
2 元器件焊端涂敷层基于成本和涂敷层性能要求(抗氧化,耐高温(260℃),以及能与无铅钎料生成良好的界面合金),目前在电子业界使用较多的适合于混合组装元器件焊端镀层的有:镀SnPb或镀Sn;电镀或HASL Sn-Cu等。
3 BGA、CSP钎料球用材料目前BGA、CSP等钎料球用的无铅合金几乎都是SAC(如SAC305、SAC105等)。
四、混合组装再流焊接时应注意的事项
1.再流炉中的气氛可以是空气,也可以是惰性气体,如氮气。在无铅焊接中,为了减弱高温再流过程中PCB上组装物料的氧化程度,最好使用惰性气氛。某些板子的表面是经过处理的,如使用OSP处理的铜箔焊盘,要求在再流焊接过程中使用惰性气氛来获得可接受的焊点等级。
2.既然SAC无铅钎料需要更高的再流焊接温度,定义PCB上不同区域的温度就十分重要。器件温度会随着周围器件的不同、器件放置位置的不同、封装密度的不同而不同。
3.为了避免塑封器件由于潮湿和热应力而失效,最好测量一下器件本体温度,检查并确认温度有没有超过设定的最高温度。因此,用于测量再流曲线的热电偶,必须在再流过程中附着在不同的器件钎料连接处和本体上。大器件在引脚/钎料球处和器件模塑料间通常会有超过5℃的温差。
4.图2所示是一个典型的SAC无铅BGA焊接再流曲线与有铅焊接曲线的对比。

图2 无铅和锡铅BGA再流焊接曲线的比较
当BGA封装的SAC钎料球使用SnPb焊膏焊接时,基于使用的再流曲线有两种不同的方案:
① 若采用纯有铅组装的SnPb再流温度曲线焊接,因没有超过BGA的SAC钎料球熔化温度,这将影响焊点的质量和可靠性。沉淀在焊盘上的SnPb焊膏熔化了,但是SAC钎料球还尚未熔化。Pb将扩散到没有熔化的钎料球晶粒边界。SnPb钎料中的Pb在SAC钎料球中能扩散多高,取决于再流峰值温度设置为多高,以及SnPb钎料多久能熔化。
如图3所示是一张截面微观图片,描述了SAC钎料球BGA封装使用标准SnPb工艺焊接到PCB上,最终的焊点微观结构是不均匀也是不稳定的。黑色/灰色互连指状物是富铅晶粒边界;杆状颗粒部分为Ag3Sn合金层,灰色颗粒为Cu6Sn5合金层。这对焊点的可靠性带来了有害的影响。
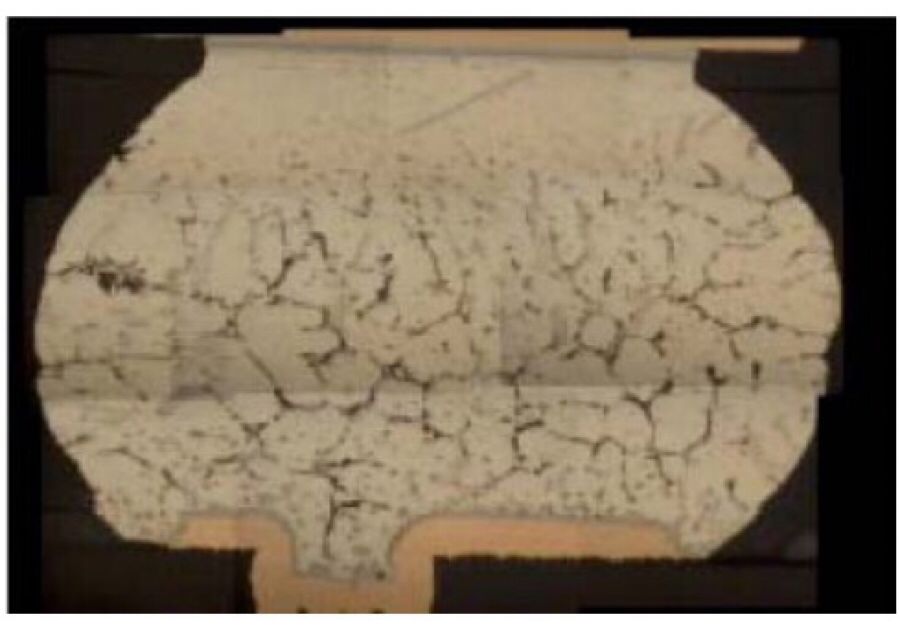

图3 BGA/SAC钎料球的界面微观图片
有两个原因使这种焊点对产品造成有害影响:
●在再流焊接过程中因为钎料球没有熔化,BGA较差的自校准效应,当器件在贴片工艺过程前后出现某种程度的对不准时,将会造成潜在开焊的缺陷,这对细间距的面阵列封装器件而言非常重要;
●球坍塌得不够会造成焊膏和钎料球的连接减少而开焊,而且钎料球缺乏坍塌会进一步造成共面性差的问题,极少的混合还会造成显微组织的偏析,界面键合的劣化、空洞增多等现象,从而导致钎料球的可靠性急剧下降。
② 若采用纯无铅组装的SAC再流温度曲线焊接,由于SAC钎料在再流焊接时需要更高的温度,一些体积大、对温度敏感的BGA封装器件可能需要小心地放置在PCB上。在靠近板子边缘的区域,根据不同的板子尺寸、厚度和层数,一般会比中心区域高出5~15℃。大型封装器件在更高的再流温度下,会更易于因为潮湿和热应力而引入缺陷。
