Hilase Perla B型激光器在高速大尺度微纳结构加工技术新...
Hilase Perla B型激光器在高速大尺度微纳结构加工技术新进展的应用
近日捷克科学院Hilase中心和捷克理工大学核物理工程学院的研究人员,在高速大尺度微纳结构加工上取得了重要进展。


实验展示了使用四光束直接激光干涉(Direct Laser Interference Patterning,DLIP)光致表面周期结构(Laser Induced Periodic Surface Structures,LIPSS)技术,在AISI326L钢上,可单次成形数千加工点,达到了203200微坑/秒的加工速度。
实验中使用的光源为Hilase Perla B型激光器,
在《Optics & Laser Technology》上发表了题为《Towards rapid large-scale LIPSS fabrication by 4-beam ps DLIP》的论文。
在以往的激光周期性结构加工的过程中(Laser-Induced Periodic Produced Structures,
LIPSS),使用的都是直接激光烧蚀技术。这种技术简单、灵活、并且可靠。
LIPSS可以一步实现,因此在调整材料表面的摩擦学、光学、机械、化学属性上,有着广泛的应用。
LIPSS可以被分为两大类,低频LIPSS(Low-Spatial Frequency LIPSS,
LSFL)和高频LIPSS(High-Spatial Frequency
LIPSS),分别对应所加工的微结构周期大于或近似于加工用激光波长,以及微结构周期远小于加工用激光波长的情况。这种结构可以赋予诸如金属、半导体、聚合物、合金等材料新的表面特性。举例来说,某些特定的微结构可以让材料表面得到更好的保护、具备超疏水性、自洁性、摩擦力控制、反射抑制、抗菌、甚至有很好的装饰作用。过去几十年来,LIPSS技术在科学以及工业领域都引起了越来越多的关注。
然而,加工速度一直是LIPSS技术的一个短板,普通的单光束直接熔蚀技术的最高加工速度不过每分钟几十平方厘米。而且随着大功率超短脉冲激光的引入,单光束加工系统还是只能在熔蚀阈值附近工作,加工效率也是一个弱项。因此,如何高效地利用高功率激光器地能量是目前解决问题地关键。现在正在使用的方法包括超快光束扫描和多光束干涉法。
近年来直接激光干涉条纹法(Direct Laser Interference Patterning,
DLIP)是在微结构加工中使用的快速而高效的方法。这个方法是用两束或者多束激光,在被加工表面上,直接形成干涉条纹曝光。通过控制光束的数量、入射角、波长、偏振态、强度、相位差等,可以精确控制干涉图样。
论文中提出了用于增加干涉区域,从而实现高效利用高功率脉冲激光的新方法。此外,DLIP和LIPSS的结合,使得微结构和亚微结构的生产效率大大提升,大面积衍射以及超疏水表面的生产面积上升了几个数量级。
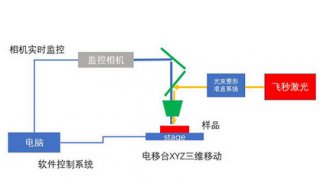
实验中使用AISI 316L钢作为试验材料,这种钢在生产生活中有着广泛应用,比较有代表性。激光器使用的是1030nm的HiLASE Perla B激光器。实验中的激光器设定的重复频率为1kHz,脉冲长度为1.7ps,脉冲能量最高3mJ。光源产生的激光被棱镜分成4路,然后通过300mm焦距的透镜在加工面上干涉重合,形成点状干涉条纹。如图:

下图a中展示了在AISI 316L不锈钢上,使用1000次1mJ能量,四光束干涉条纹所生产的25μm周期性结构。图b的曲线展示了周期性加工区域的面积与脉冲能量和脉冲数之间的关系。

在脉冲过多或者脉冲能量太大时,由于热量堆积,会造成局部熔解,从而影响加工面质量。下图是在不同的脉冲能量(mJ)和不同的脉冲数量(N)的情况下,被加工表面的情况:

通过四光束干涉加工技术可以大大提高周期性表面微结构加工的效率。下图中为的示例微孔结构已经具备了一定的表面光学特性以及明显的疏水性。图中为8微升的水滴在表面上的状态。每个加工区域50次2mJ脉冲曝光。