密封法兰氦质谱检漏技术
西北核技术研究所 作者:胡茂中
密封法兰是在特殊加工的一对法兰之间安放密封垫圈,通过压紧法兰将密封圈挤压变形,实现密封。如果法兰密封面或密封圈存在缺陷,或是压紧时未均匀加力,就会造成法兰密封性达不到要求,必须通过检漏控制其密封质量。
1、真空检漏常用方法与存在问题
法兰检漏是检测法兰密封面与密封圈的配合是否存在通道型的漏孔或渗漏。氦质谱检漏是常用的高灵敏度检漏手段,可查找漏孔位置及判断单个漏孔的漏率,其常规方法有吸氦法和喷氦法。吸氦法是向法兰联结所形成的密闭空间内充氦,用与检漏仪连接的吸枪在法兰外抽吸;喷氦法是用检漏仪对法兰联结而成的密闭空间抽真空,用喷枪在法兰外侧向密封结构喷氦。若法兰密封结构有漏,氦气将通过与检漏仪相连的吸枪或法兰密封的空间进入检漏系统,进而被检测到。将泄漏信号与标准漏孔的校准信号进行比对就可求出被检部位的漏率。对于吸氦法和喷氦法,普通的吸枪或喷枪只能沿法兰边沿移动(图1) 。
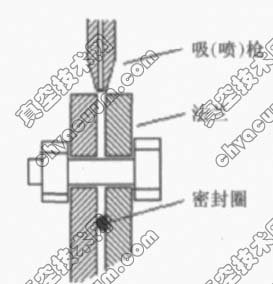
图1 吸(喷) 氦法法兰检漏示意图
如果密封圈上有漏孔,根据气体扩散规律,距漏孔越远氦气浓度越低,所以吸枪离漏孔越远,检漏灵敏度越低(见图2) 、漏孔位置的判断误差越大[1] 。同理,使用喷吹法检漏时,距喷枪越远,氦的浓度越低, 检漏灵敏度也就越低, 漏检或误判的几率越大[2] 。
图2 吸枪至漏孔的距离与信号Qs 的关系
法兰整体检漏时,通常是在法兰外焊接金属密封罩作为集气罩(也可作氦气罩) ,利用检漏仪对集气罩抽真空,形成检漏真空室,再在法兰内侧充氦,实施检漏。当法兰较大时,集气罩的焊接质量极难保证、且焊接耗时较长。
为了进一步提高法兰检漏的灵敏度与可靠性,笔者改进设计了法兰检漏专用吸枪和喷枪,并研究了采用充压真空法和氦罩法进行的法兰整体检漏技术。
2、专用吸枪和喷枪的设计
2.1、专用吸枪的结构设计与实验
专用吸枪包括毛细金属管、接口和保护筒三部分,见图3和图4 。

图3 普通吸枪与专用吸枪
图4 专用吸枪结构示意图
专用吸枪的管端为内径< 0. 15 mm ,长150~200 mm 的不锈钢端管,可伸入法兰间隙内,以尽可能地接近密封结构。保护筒用于根据法兰结构尺寸调节毛细金属管的出露长度,以避免金属管折弯或堵塞。普通吸枪管端为内径约< 0. 05 mm ,长约10mm 的毛细玻璃管。无论是不锈钢管或毛细玻璃管,气体通过它们时均为粘滞流,流导公式如下[3] :

式中 Un ———流导,m3 / s ;
d ———通气管径,m ;
η———气体运动粘度,Pa ·s ;
L ———管道长度,m ;
P ———管道内平均气压,Pa 。
如果钢管长200 mm ,那么专用吸枪与普通吸枪对同一种气体的流导比值Un钢∶Un玻= 4 ∶1 , 即对于同一种气体专用吸枪的流导是普通吸枪流导的4 倍,差别不大,所以专用吸枪原理上可行。为验证专用吸枪设计的合理性,进行了专用吸枪与普通吸枪的对比实验。由表1 实验数据可知,专用吸枪对空气中氦浓度的反应灵敏度略高于普通吸枪,这与专用吸枪的流导较大一致。
2.2、喷枪的改造设计与实验
某检漏仪原配喷枪喷嘴内径< 1 mm、外径< 10mm ,无法就近对法兰密封结构喷氦。经改造设计了内径< 2 mm、外径< 3 mm 和长100 mm 的不锈钢管作为喷枪喷嘴(该喷嘴通过螺纹接口和密封胶固定在喷枪上,见图5) 。喷氦检漏时,喷嘴伸入法兰面的间隙内,在密封圈附近喷氦。其检漏的准确性较高,在52 mm 长度范围内可明显区分两个漏孔的位置,漏孔1 检漏信号为20 mV ,漏孔2 检漏信号为49 mV。而用普通喷枪则无法判断漏孔的准确位置。

图5 改造后的喷枪(左) 与原喷枪(右)
3、法兰整体检漏技术
3.1、充压真空检漏法
为了实现法兰的快速高灵敏度检漏,利用法兰多道密封结构,或是在法兰原有密封结构基础上增加一道检漏用密封结构(图6) ,实施充压真空法检漏。即用检漏仪对两道密封结构之间的环状空腔抽真空,形成真空室(集气罩) ,待检漏系统达到检漏状态后,在法兰另一侧的密闭空腔充氦,实施检漏。该方法能在不破坏原有密封结构的情况下,方便地形成检漏真空室,且不妨碍法兰的正常运作。
图6 设计有检漏密封结构的法兰
3.2、快速氦罩检漏法
对于法兰需充氦一侧的密闭空腔很大,若不便对其充氦,可采用快速制作的简易氦罩实施氦罩法整体检漏(图7),而不必焊接金属罩。即用检漏仪对两道密封圈之间的环状空腔抽真空,而在法兰内侧或外侧采用特殊的密封胶条粘接可拆除的简易氦罩,待检漏系统抽真空达到检漏状态后,先对氦罩抽真空,而后向氦罩内充氦,以使氦罩内充氦浓度接近100 % ,实施检漏。检漏完成后,拆除氦罩,焊封检漏抽真空口。

图7 氦罩法整体检漏现场
在检漏工艺研究中,设计加工了< 800 mm 的法兰,内置三道密封圈,由里向外平行分布。最外层密封圈作为检漏密封圈,按最大间隙尺寸设计,法兰采用三道密封,比实际工程应用的二道密封的法兰直径增大了40mm。在最外层和中间层的密封圈间隙的法兰环面上对称设计了两个< 5 mm 的小孔,在小孔外安装了检漏接口,用于连接标准漏孔和检漏仪测试口。
检漏工艺校准系统灵敏度的检漏数据为:标准漏孔漏率为4 ×10-9Pa ·m3/s ;标准漏孔产生的信号为747mV 。检漏灵敏度Qmin的计算公式为[4] :

式中 Qmin ———吸枪的检漏灵敏度,Pa ·m3/s ;
N ———倍数,取2 ;
Un ———仪器噪声,mV ;
ΔU0 ———标准漏孔产生的信号,mV ;
Q0 ———标准漏孔漏率,Pa ·m3/s[4] 。利用式(2) 计算出该检漏方法的灵敏度为2 ×10 - 11 Pa ·m3/s (不分流) 。
4、结语
喷氦法或吸氦法适于对法兰进行逐点检漏,但灵敏度不高,无法准确测定法兰的整体漏率。通过改造喷枪或吸枪,能够提高检漏灵敏度和可靠性。利用法兰多道密封结构或在其原有密封结构的一侧增加一道检漏用密封圈,利用两道密封结构之间的环状空腔形成检漏真空室,实施充压真空法检漏,可大大提高法兰的检漏灵敏度,使之接近检漏仪本身的检漏灵敏度。这种方法的缺点需增大法兰的原有尺寸,但其优点是不影响法兰的原有密封性能、缩短检漏时间、简化检漏工作程序且提高了检漏灵敏度等。
当法兰需充氦一侧难以形成合适的充氦空腔时,可采用氦罩法进行整体检漏,即通过在被检处包裹简易氦罩来进一步提高氦浓度,从而提高检漏灵敏度和可靠性,而且简易氦罩制作与拆卸方便,便于控制充氦量,降低成本。