







与阻焊开窗等大的“D”字型异型焊盘PCB电测工艺研究(二)
实验流程

图5 M产品实验流程图
关键流程控制方案
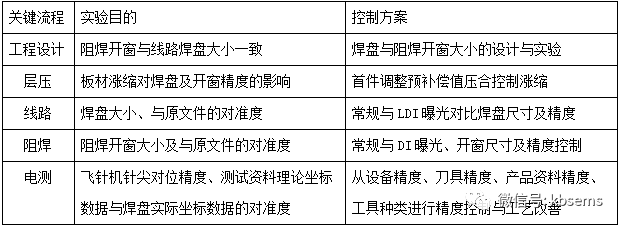
表2 关键流程控制方案
实验方案
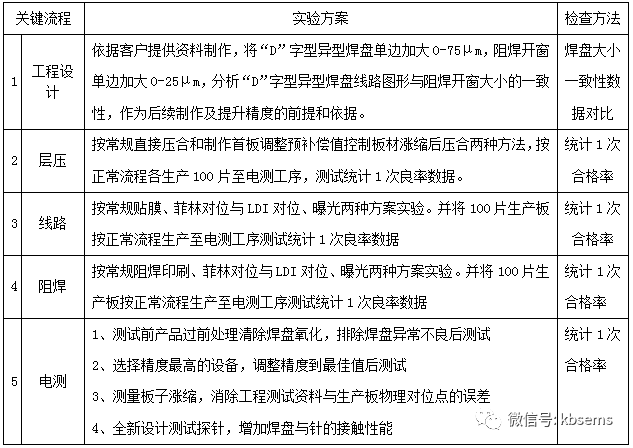
表3 关键流程实验方案
实验数据工程设计优化实验方法
A、将“D”字型异型焊盘线路及阻焊均按客户原稿200μm资料制作,常规生产完阻焊二次元测试。
B、将“D”字型异型焊盘单边加大25μm,阻焊开窗单边加大25μm,常规生产完阻焊二次元测试。
C、将“D”字型异型焊盘单边加大50μm,阻焊开窗单边加大25μm,常规生产完阻焊二次元测试。
D、将“D”字型异型焊盘单边加大75μm,阻焊开窗单边加大50μm,常规生产完阻焊二次元测试。
焊盘大小与阻焊开窗大小由品质工程师各测量10组,统计分析数据。
实验流程

图6 工程设计优化实验流程
实验数据
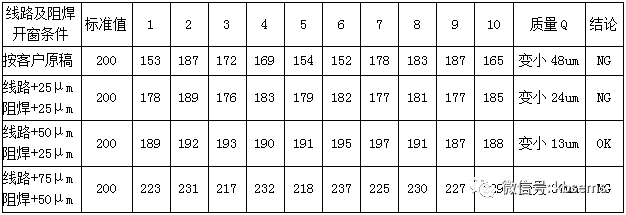
表4 工程设计优化实验数据
分析:外层成铜厚度为35μm且客户要求阻焊开窗与焊盘等大的产品,线路菲林单边加大50μm,阻焊菲林单边加大25μm制作线路与阻焊菲林文件能满足客户基本要求。层压涨缩控制实验方法A、按常规中TG参数压合。按正常流程生产至电测工序暂停
B、制作首板,调整预补偿值后压合。按正常流程生产至电测工序暂停
C、将100片生产板放入框内依次测试1次,统计测试数据
实验流程

图7 层压涨缩控制实验流程
数据分析
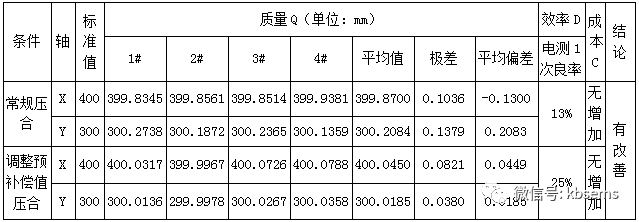
表5 层压涨缩控制数据分析表
分析:从压合后X/Y轴涨缩系数的平均值、极差从数据看,调整预补偿压合后“D”字型异型焊盘中心与资料值的偏差更小,压合调整预补偿焊盘尺寸偏位变小,测试1次良率提升12%。线路菲林对位精度提升实验方法A、常规贴膜、菲林对位、曝光、显影、蚀刻。按正常流程生产至电测工序暂停;
B、LDI对位、曝光、显影、蚀刻。按正常流程生产至电测工序暂停;
C、将100片生产板放入设备内测试1次,统计测试数据。
实验流程

图8 线路菲林对位实验流程
数据分析
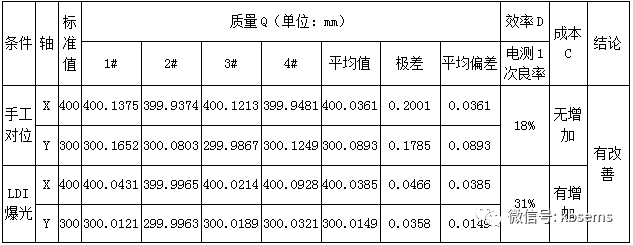
表6 线路菲林对位精度提升数据分析表
分析:线路焊盘尺寸偏移数据由质量工程师用二次元测量,从数据看LDI生产的“D”字型异型焊盘中心与资料值的平均偏差比手工对位更小,测试1次良率提升13%,对测试效率有一定的改善效果。阻焊开窗菲林对位精度提升实验方法A、常规阻焊印刷、对位、曝光、显影、烤板。按正常流程生产至电测工序暂停;
B、常规阻焊印刷、LDI曝光、显影、烤板。按正常流程生产至电测工序暂停。
C、将100片生产板放入设备内测试1次,统计测试数据
