







与阻焊开窗等大的“D”字型异型焊盘PCB电测工艺研究(三)
实验流程

图9 阻焊开窗菲林对位精度提升实验流程
实验数据
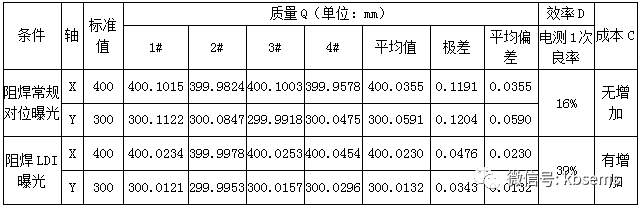
表7 阻焊开窗菲林对位精度提升实验数据
分析:阻焊的焊盘尺寸偏移数据由质量工程师用二次元测量。从数据看LDI生产的“D”字型异型焊盘中心与资料值的平均偏差比常规手工对位更小,测试1次良率提升23%,对测试效率有一定的改善效果。电测能力提升实验流程

图10 电测能力提升实验流程
实验方法
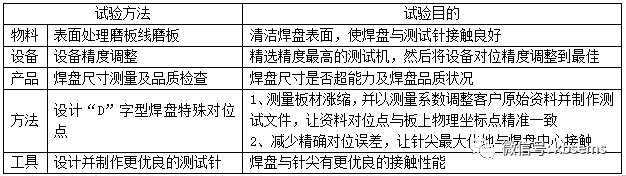
表8 电测能力提升实验方法
实验数据电测能力提升实验数据
表面处理磨板线磨板
工艺流程

因设备及工艺流程不同,各PCB厂清除氧化的流程不相同,具体需按厂内设备工艺流程执行。
设备精度调整有“D”字型异型焊盘的产品,对设备的精度能力要求高,需要选择精度最高的测试机生产。在生产前,需要对设备精度进行校正并更换专用的测试针,测试针安装后后需要做针尖校正。焊盘尺寸测量及品质检查测量焊盘的尺寸,看是否满足客户设计要求,是否偏位变小,检查外观是否有阻焊渗油、曝光不良等品质问题,以上品质问题会导致测试开路。设计“D”字型焊盘特殊对位点飞针机常规对位采用工作板四角顶端的独立点进行对位,主要是方便对位时员工易识别。因板角的焊盘的尺寸大蚀刻影响较小,而较小的焊盘蚀刻影响较大,因此选用大焊盘对位对测试精度的影响也较大。对于测试精度要求较高的板,采用较小的BGA焊盘或板内最小焊盘对位(如下图),当板内最小焊盘对位准确时大焊盘即使偏差稍大也能准确与探针接触。

图11 飞针机“D”字型焊盘对位
测试针工艺设计实验材质及接触性能分析锰钢材质的测试刀打磨后针尖宽度在120μm以上(如下图),由于刀尖较宽在测试“D”字型焊盘时针与焊盘的接触性能不佳(如下图)。为了改善针与焊盘的接触性能,需要将测试针的针尖二次成形让针尖宽度在50-100μm。经过特殊工艺对钨钢打磨加工后,其针尖能满足50-100μm的二次加工要求,到比常规刀更锋利。
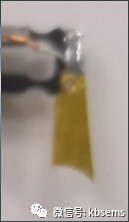
图12 锰钢刀
