工业CT系统分辨力测试模体
1 范围
本标准规定了工业CT系统分辨力测试模体的术语和定义、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于X射线工业断层成像系统分辨力测试模体(以下简称为产品)。
2 规范性引用文件
下列文件对于本文件的应用是*的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB/T 1184 形状和位置公差未注公差值
GB/T 1804 一般公差 未注公差的线性和角度尺寸的公差
GB 5296.1 消费品使用说明 第1部分:总则
GB/T 29658 电子薄膜用高纯铝及铝合金溅射靶材
GB/T 15597 聚甲基丙烯酸甲酯(PMMA)模塑材料
HG 2233 共聚甲醛树脂
JB/T 6639 滚动轴承零件 骨架式丁腈橡胶密封圈技术条件
YY/T 0313 医用高分子产品 包装和制造商提供信息的要求
3 术语和定义
下列术语和定义适用于本标准。
3.1
工业CT系统分辨力测试模体
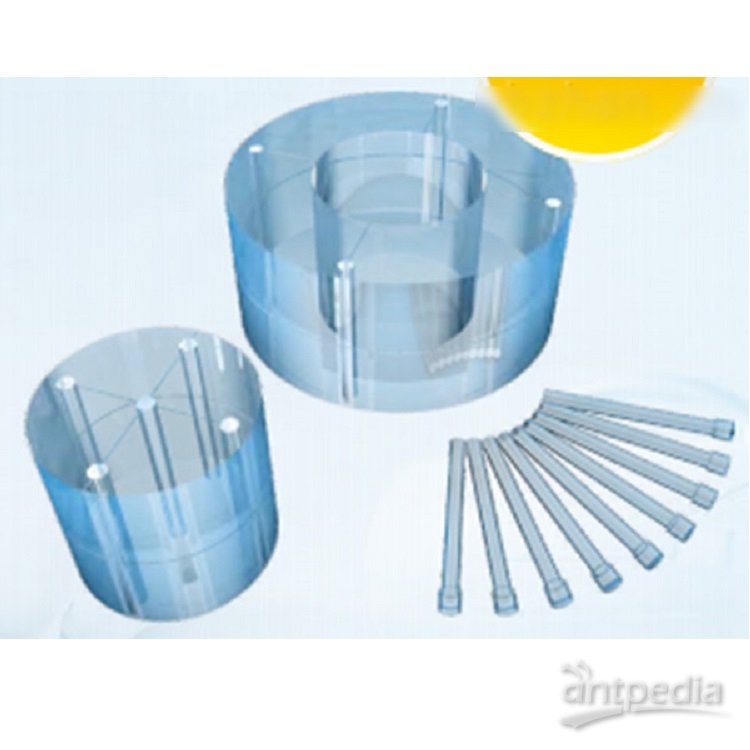
以聚甲基丙烯酸甲酯(PMMA)、丁腈橡胶、聚甲醛树脂为原料制成的常规X射线工业CT系统性能评价模体,由空间分辨力和低对比度分辨力模块组成。空间分辨力模块由钢制栅条结构的线对组构成,线对组按圆周形状均匀排列;密度分辨力模块是由6个圆柱形容器按圆周形等间距排列构成。
3.2
线对
由一根线条和与其宽度相等的相邻间距(空间)组成。
3.3
线对密度
线对宽度方向上单位长度内的线对总数,单位为LP/mm。
4 技术要求
4.1 原材料
4.1.1 聚甲基丙烯酸甲酯(PMMA)应符合GB/T 15597的要求。
4.1.2 丁腈橡胶应符合JB/T 6639中3.1的要求。
4.1.3 聚甲醛树脂应符合HG 2233中型号为M120一等品的要求。
4.1.4 铝材应符合GB/T 29658的要求。
4.2 感官
产品外观清洁,表面应均匀、平整光滑,不应起泡、龟裂,不得有毛刺。
4.3 尺寸
产品主要外观尺寸应符合产品标签的明示值或与产品图纸一致,尺寸偏差应符合下列要求:
a)未注尺寸公差应符合GB/T 1804中m级的要求;
b)未注形位公差应符合GB/T 1184中K级的要求。
4.4 空间分辨力模块
空间分辨力模块应符合表1的要求。
表1 空间分辨力模块技术要求
编号 | 栅条宽度 (mm) | 间距宽度 (mm) | 线对密度 (lp/mm) |
1 | 0.10±0.010 | 0.10±0.010 | 5.00 |
2 | 0.15±0.015 | 0.15±0.015 | 3.33 |
3 | 0.20±0.020 | 0.20±0.020 | 2.50 |
4 | 0.25±0.025 | 0.25±0.025 | 2.00 |
5 | 0.30±0.030 | 0.30±0.030 | 1.67 |
6 | 0.40±0.040 | 0.40±0.040 | 1.25 |
5 试验方法
5.1 原材料
原材料由供应商提供每批次的质量检验报告进行保证,必要时可送具有资质的检验机构依据标准进行检验。
5.2 感官
在自然光线下通过目测进行检验。
5.3 尺寸
使用钢卷尺、游标卡尺、内径尺等测量工具进行检验。
5.4 空间分辨力模块
空间分辨力模块使用工具显微镜、工业CT等测量工具进行检验。
6 检验规则
6.1 一般规定
6.1.1 产品在设计和生产过程中必须按本标准的规定进行检验,并应符合规定的要求。
6.1.2 不合格产品通过返修或调试后能达到合格的,返工或调试后应重新进行检验。
6.2 批次
同一批原料、同一班次且同一条生产线在同一天生产的产品为一个批次。
6.3 检验分类
产品检验分为型式检验和出厂检验,各类检验的检验项目、技术要求、试验方法见表2的规定。
表2 各类检验的检验项目和方法
检验项目 | 技术要求 | 试验方法 | 型式检验 | 出厂检验 |
原材料 | 4.1 | 5.1 | — | — |
感官 | 4.2 | 5.2 | √ | √ |
尺寸 | 4.3 | 5.3 | √ | √ |
空间分辨力模块 | 4.4 | 5.4 | √ | — |
注:“√”表示应进行的检验项目;“—”表示不检验的项目。 |
6.3.1 出厂检验
产品出厂前,应由生产厂的检验部门按本标准规定逐批进行检验,检验合格后,在包装箱内附有质量合格证的产品方可出厂。
6.3.2 型式检验
有下列情况之一时,应进行型式检验:
a)新产品投产或老产品转厂生产前的试制定型;
b)产品结构、原料、工艺有较大改变,可能影响质量时;
c)停产半年以上,再恢复生产时;
d)正常生产期间,每年进行1次型式检验;
e)国家质量监督部门提出要求时。
6.4 抽样方法和数量
6.4.1 出厂检验时,对每批产品按表3规定的数量随机抽取样品进行检验。
表3 抽样数量查询表
批量/个 | 抽样数量/个 |
≤13 | 全检 |
表3 抽样数量查询表(续)
批量/个 | 抽样数量/个 |
14~500 | 13 |
501~2000 | 20 |
2001~5000 | 32 |
注:批量超过5000个,则每5000个产品作为一个检验批次,按本表规定的数量抽样检验。 |
6.4.2 型式检验时,从出厂检验合格的产品中随机抽取20个进行检验。
6.5 判定规则
6.5.1 检验项目全部符合本标准,判定为合格品。
6.5.2 如有不符合本标准规定的项目,可加倍抽样对不合格项目进行复验,复验后仍有不符合本标准规定的项目时,判定整批产品为不合格品。
7 标志、包装、运输和贮存
7.0.1 产品标志
在产品本体或小包装的适当且明显位置应有清晰的标志,并至少包括下列内容:
产品名称、型号;
主要技术参数;
制造商的名称、地址及电话;
产品编号或生产日期;
执行标准编号;
质量合格标志。
7.0.2 包装标志
包装箱上应有符合GB/T 191要求的标志,并至少包括下列内容:
产品名称、型号;
包装箱外形尺寸(长×宽×高);
产品毛重;
制造商名称、地址及电话;
生产日期。
7.0.3 使用说明书
产品的小销售包装内应有符合GB 5296.1要求的说明书,并至少包括下列内容:
产品名称、型号;
主要技术参数;
产品的主要性能;
产品部件介绍;
使用方法、注意事项;
保养和维护;
安装和安放要求;
制造商的名称、地址及电话;
产品执行标准编号;
其他要求。
7.1 包装
7.1.1 包装应有防潮、防尘、防划的措施;包装箱或包装袋应选择符合环保要求的材料。包装应符合YY/T 0313中的相关要求
7.1.2 包装后的产品应随带下列文件:
产品使用说明书;
产品保修卡;
合格证。
7.1.3 包装上印有检验合格证明或标识的,可不在包装内另附检验合格证。
7.2 运输
在运输和装卸过程中,应轻拿轻放,防止碰撞划伤和损坏产品。运输中不可有强烈震动和撞击,并应有防雨措施。在运输过程中不允许和易燃、易爆、易腐蚀的物品同车装运,并且产品不允许经受雨、雪或液体物质的淋袭与机械损伤。
7.3 贮存
产品应贮存在环境温度为-10℃~50℃,相对湿度小于80%的仓库内。仓库内不允许有各种有害气体、易燃、易爆的产品及有腐蚀的化学物质,不得与油、酸、碱等腐蚀性物品放在一起。