







小麦磨粉机系统硬件及操作原理
我国是世界小麦的主要生产地, 同时也是小麦加工机械的主要生产国, 小麦磨粉机是小麦加工必需的主要设备。随着人们生活水平的提高, 对面粉的质量要求也不断提高, 原来的小麦磨粉机气动控制系统暴露出不足和缺点,如控制不灵敏, 流量不稳定, 都会导致面粉质量的不稳定。本设计采用西门子 S7-200CN- PLC 组态的小麦磨粉机控制系统, 彻底解决了气动控制系统存在的问题, 充分保证了面粉质量。
一 控制对象和任务的描述
1.1 小麦磨粉机结构
目前市场上的大型小麦磨粉机都是复式结构, 即整机由独立的两部分组成, 斜对称结构, 每部分主要由两支磨辊、两支喂料辊另加一些辅助机构组成。
(1) 进料部分即小麦或其它已被破碎的制粉过程中的小麦在制品, 进入小麦磨粉机的第一部分, 称为观察筒或进料箱。这部分一般由透明材料制成, 可以方便地观察物料的流动情况, 便于操作工根据其料位的高低来适时调节小麦磨粉机; 进料箱从直观的来说它就是物料进入小麦磨粉机的一个箱式结构。
(2) 喂料部分( 或称匀料部分) 是在进料箱下、磨辊上部, 一般由两根直径 !75 或 !80 的圆柱形辊体组成。根据每台小麦磨粉机在整个制粉过程中所处工艺位置不同,设计有不同的转速和速比,以便使物料在进入磨辊前分布更均匀, 以达到进入磨辊之间的物料厚薄均匀一致,从而保证产生一致的研磨效果。
(3) 研磨部分是指磨辊及一些辅助系统,如磨辊清理系统、磨辊挡板等, 磨辊本身的加工质量直接影响面粉质量和产量。
(4) 传动部分是主传动部分外边的磨辊转速比里边的高, 因此习惯称小麦磨粉机外边的两支磨辊为快辊, 里边的两支为慢辊; 两支磨辊间要保证一个定的速比, 因此专一设计了一套磨辊间传动机构来满足此要求; 还有喂料辊间的传动和喂料辊传动,传统的气压小麦磨粉机由快辊或慢辊通过传动带来传动,本设计直接由电动机通过传动带来传动喂料辊,以便可以方便地实现调速功能。
(5)控制部分是本设计的核心, 传统的气压小麦磨粉机, 所有的功能控制由压缩空气通过各种阀类零件的有序组合来实现, 存在着控制不灵敏和需要配置气源等弊病。
1.2 控制任务
1.2.1 小麦磨粉机工艺参数面粉加工是一个连续的生产过程, 小麦磨粉机在整个生产线上占有重要的地位。根据制粉工艺的需要,小麦磨粉机分为皮磨(B), 心磨(M), 渣磨(S), 尾磨(T) 共4 个研磨系统。每个研磨系统的小麦磨粉机工艺配置不一样, ①喂料辊表面的工艺参数不一样; ②喂料门的位置不一样; ③磨辊表面的性状参数不一样; ④小麦磨粉机工作时磨辊间隙不一样, 即轧距大小不一样。轧距就是两根磨辊表面之间的最小距离; ⑤磨辊转速不一样; ⑥磨辊速比不一样; ⑦喂料辊转速不一样; ⑧喂料辊速比也不一样。这些与工艺位置有关的参数基本上由机械机构设计或机械零件设计来保证。个别参数需要控制系统提供控制参数, 如喂料辊转速,磨辊间轧距等。
1.2.2 控制系统的控制任务与对象面粉生产是一个连续的生产过程, 要生产出高质量的面粉, 各种设备运行状况要良好, 小麦磨粉机要运行稳定。小麦磨粉机有 3 种工作方式: 手动方式、自动方式和卸料方式。
①手动方式的磨辊一直以一固定的转速处于合轧状态旋转, 喂料辊一直旋转喂料, 旋转速度可以随时调整, 另外喂料量的多少也可以由料门的开启大小调节。
②自动方式的磨辊一直以固定的速度旋转, 磨辊是否合轧视喂料情况而定。理想况是一直有物料进入小麦磨粉机进料斗, 进料斗物料高度保持在一定的范围内变化, 当然不变化最好, 即进入料斗多少物料喂出多少物料。喂料系统一直处于喂料工作状态, 磨辊一直处于合轧研磨状态。当进料斗内物料低于某一设定的低料位时, 喂料辊停止转动, 停止喂料, 磨辊间轧距变大, 称离轧状态; 当物料高于某一设定的高料位时, 喂料辊以高速开始喂料。物料在低、高料位之间时喂料辊喂料量的大小即喂料辊旋转速度的高低与物料高度成正比例关系, 磨辊轧距保持一定的稳定数值。
③卸料方式是当本小麦磨粉机出现故障或其他特殊情况需要, 本小麦磨粉机可不研磨,磨辊一直处于离轧状态运行,喂料辊一直旋转,目的是将小麦磨粉机上方的物料运到小麦磨粉机下方。
(1) 系统控制对象: ①磨辊电机的启动和停止;②喂料辊电机的启动、停止及速度控制; ③磨辊离合轧电机的正反转以及定位。
(2) 控制系统采集的信号: ①磨辊主电机的电流; ②进料斗料位高度; ③磨下排料斗堵料; ④磨辊离合轧电机旋转的位置。
二 控制系统硬件组态说明
2.1 控制系统硬件设计说明本控制系统核心 CPU 采用西门子 224XP,喂料辊调速采用西门子 420 变频器, 进料斗传感器采用德国 E+H 单杆电容式传感器, 电流传感器采用北京科海电流模块。输入设备采用西门子 K- PT178 触摸屏, 可以直接控制磨辊主电机的启动、停止; 手动、自动工作方式的切换; 离轧、合轧单独动作的执行及总停机; 并可显示磨辊主电机电流及吸收功率, 超额定电流报警等; 还可显示喂料辊电机的转速, 各种工作方式指示等。
控制系统硬件组成方框图如图 1 硬件组成方框所示。

2.2 控制系统输入(I), 输出(O)点接线描述
(1) 磨辊主电机电流传感器输入、输出信号: 入接 24V 电源, 输出“D+”接 CPU 的“A+”.
(2) 料位传感器输入、输出信号: 输入电源“L+”接 CPU 提供的+12 V 电源, 输出 “L- ”接 CPU 的“B+”.
(3) 变频器端子“1”接 CPU 的“V”端子; 端子“2”接 CPU 的“M”端子; 端子“5”接 CPU 的“1L”,“2L”接电源(S8JC- 05024) 的 GND; 端子“8”接 CPU的“0.2”.
2.3 界面 K- PT 键盘图标设计
(1) 界面 K-PT 设计 6 个功能键, 由左至右依次为: 主电机启动、自动、手动、离合轧、卸料、主电机停。
(2)HMI 设备接口连接, “1”接口为接地端子,“2”为 电源插座, “3”为 RS485 接口, K- PT178 触摸屏可以设计报警参数, 如堵料、过载等报警。
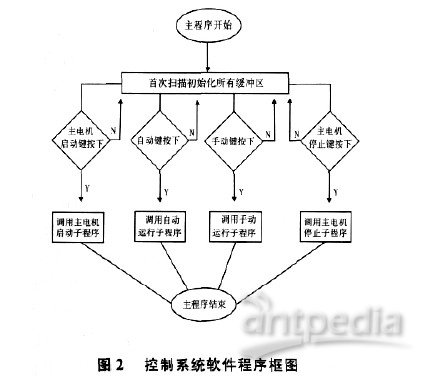
2.4 控制系统软件程序框图控制系统软件程序框图见图 2.
三 控制系统的优点及应用前景
本控制系统安装方便, 外形美观, 控制精确, 便于整个面粉厂实现集中控制; 解决了目前气压控制不精确的问题, 不用单独的气源; 小麦磨粉机有干净卫生、噪音小、环保节能等优点, 具有广阔的市场前景。
